


Заводы-изготовители запасных частей для землеройной и транспортной техники
Если вы думаете, что все заводы-изготовители запасных частей для землеройной техники работают по одному шаблону — готовьтесь разочароваться. На деле даже легитимные производители грешат нестыковками в допусках, а китайские аналоги иногда переживают оригинал на два цикла ремонта. Вот об этом и поговорим.
Геометрия решает всё
Помню, в 2019 году мы поставили партию пальцев гусениц для экскаваторов Hitachi — клиент вернул 30% из-за люфта. Разобрались: наш технолог перепутал чертежи для моделей CX350 и CX360. Разница в посадочном диаметре всего 0,8 мм, но на практике это приводит к выработке за 200 моточасов. Теперь перед отгрузкой всегда тестируем на стенде с имитацией вибрации.
Кстати, о стали. Для ножей бульдозеров CAT D6R мы перешли на 40ХГТ вместо стандартной 40Х — ресурс вырос на 23%, но пришлось перенастраивать термообработку. Первая партия пошла 'винтом' из-за неравномерного охлаждения. Пришлось добавлять промежуточный отпуск.
Вот вам пример: для заводы-изготовители запасных частей из Урала мы закупаем пруток только с электросталеплавильных печей — там меньше неметаллических включений. А вот китайские коллеги часто экономят на вакуумировании, отсюда и микротрещины в зонах высоких нагрузок.
Логистика как элемент качества
Когда работаешь с заводы-изготовители запасных частей из разных часовых поясов, учишься учитывать всё. Для Бесман например, критично иметь страховой запас в портовых хабах — те же фильтры гидравлические Donaldson теряют эффективность при длительном хранении в сырых доках. Пришлось разработать систему ротации с датчиками влажности.
Особенно проблемными оказались резинотехнические изделия. Прокладки для гидроцилиндров Komatsu при перевозке морем 'старели' из-за солевого тумана. Теперь упаковываем в вакуум с силикагелем — дополнительные 2% к себестоимости, но возвратов стало меньше втрое.
Кстати, о землеройной и транспортной техники — для карьерных самосвалов БелАЗ вообще отдельная история. Тормозные колодки должны акклиматизироваться перед установкой, особенно для работы в Якутии. Мы сначала не учли — получили трещины на ступицах при -55°C.
Техническая документация: между 'надо' и 'делают'
Самый болезненный момент — когда завод присылает идеальные чертежи, а в партии плавают размеры. С гидрораспределителями John Deere так было: на бумаге допуск ±0,01 мм, а в Reality получали разброс до 0,05. Оказалось, стареет калибр на фрезерном станке с ЧПУ — теперь требуем сертификаты поверки оснастки.
Для Xuzhou Bestman Trading Co., Ltd. мы ввели двойной контроль: сначала УЗД заготовок на входе, потом контроль сварки рентгеном. Особенно для рам стрел экскаваторов — там усталостные нагрузки считаются в мегациклах.
Запомнился случай с шестернями КПП для погрузчиков LiuGong. Китайский поставщик использовал закалку ТВЧ, но не делал дробеструйную обработку — зубья выкрашивались по корню. Пришлось на месте дорабатывать — ставили установку дробеструйки в цехе сборки.
Материаловедение без иллюзий
Многие недооценивают влияние сертификации материалов. Для втулок поворотного узла экскаваторов требуется сталь 38ХН3МФА по ГОСТ 4543, но некоторые заводы-изготовители запасных частей подменяют её на 40ХН — разница в содержании молибдена всего 0,2%, но при ударных нагрузках это даёт 15% разницы в ресурсе.
С подшипниками вообще отдельная история. Для катков гусениц Caterpillar мы перепробовали пять поставщиков, пока не нашли того, кто выдерживает чистоту стали по ГОСТ 801. Да, дороже на 40%, но межремонтный пробег вырос с 800 до 1500 моточасов.
Вот вам практический пример: при заказе цепей гусениц для Doosan всегда требуем протоколы испытаний на усталость. Один корейский производитель пытался сэкономить на термообработке — цепи лопались на 70% от заявленного ресурса. Теперь только европейские стали с карбидной стабилизацией.
Адаптация под реалии эксплуатации
Для российских условий стандартные решения часто не работают. Например, сальники для гидросистем в Сибири должны сохранять эластичность при -50°C — обычный NBR не подходит, перешли на FKM/Viton. Дороже втрое, но клиенты перестали жаловаться на течи после холодных ночей.
В Бесман мы собрали базу данных по отказам — оказалось, 60% проблем с гидравликой возникают из-за несовместимости уплотнений с отечественными жидкостями. Теперь тестируем все РТИ на совместимость с ПГС-220.
Интересный кейс был с фильтрами топливными для дизелей Cummins — российская солярка даёт больше парафина, пришлось увеличивать площадь гофры на 15% без изменения габаритов. Завод-изготовитель сначала сопротивлялся, но после испытаний согласился на доработку.
Экономика без компромиссов
Когда клиенты требуют 'как оригинал, но дешевле' — это красный флаг. Для нас в заводы-изготовители запасных частей принципиально не идём на упрощение технологии. Лучше объяснить, почему втулка из порошкового металла не заменит кованую, чем потом разбираться с разрушением узла.
Сейчас внедряем систему прослеживаемости каждой детали — от плавки до упаковки. Для ответственных узлов типа шестерен главной передачи это обязательно. Да, накладные расходы растут на 7-8%, но зато можем гарантировать 8000 моточасов.
Кстати, о гарантиях — даём только при наличии полной истории обслуживания техники. Потому что видели случаи, когда новый насос А-4000 ломался из-за грязи в системе, которую не промыли при замене. Теперь в договоре прописываем обязательность диагностики гидравлики.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Рыхлитель экскаватора CAT349
Рыхлитель экскаватора CAT349 -
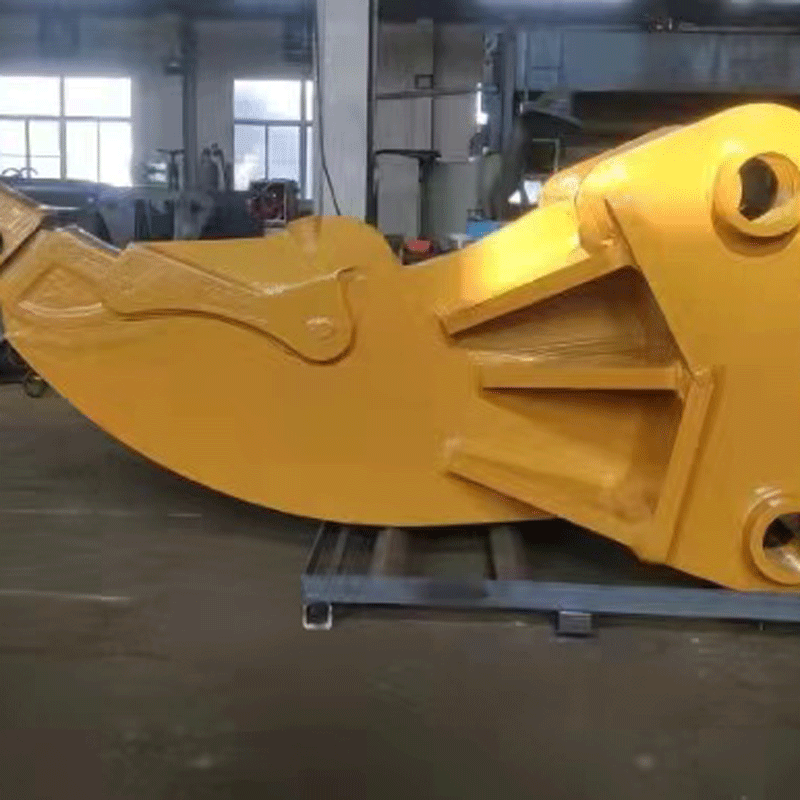 Рыхлитель экскаватора CAT349
Рыхлитель экскаватора CAT349 -
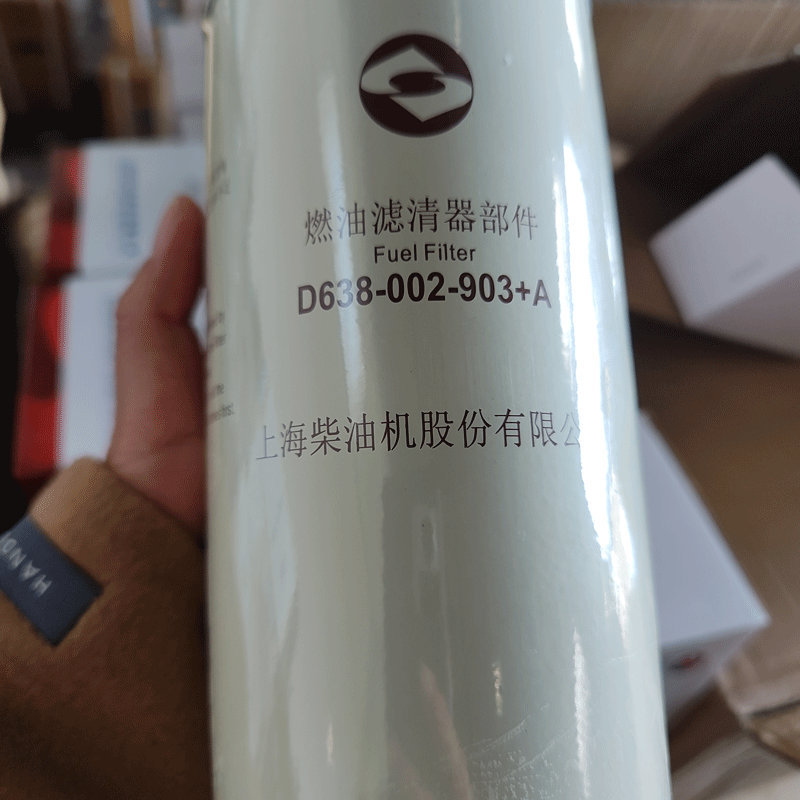 Фильтрующий элемент2
Фильтрующий элемент2 -
 Аксессуары для насосные грузовики Zoomlion сальник
Аксессуары для насосные грузовики Zoomlion сальник -
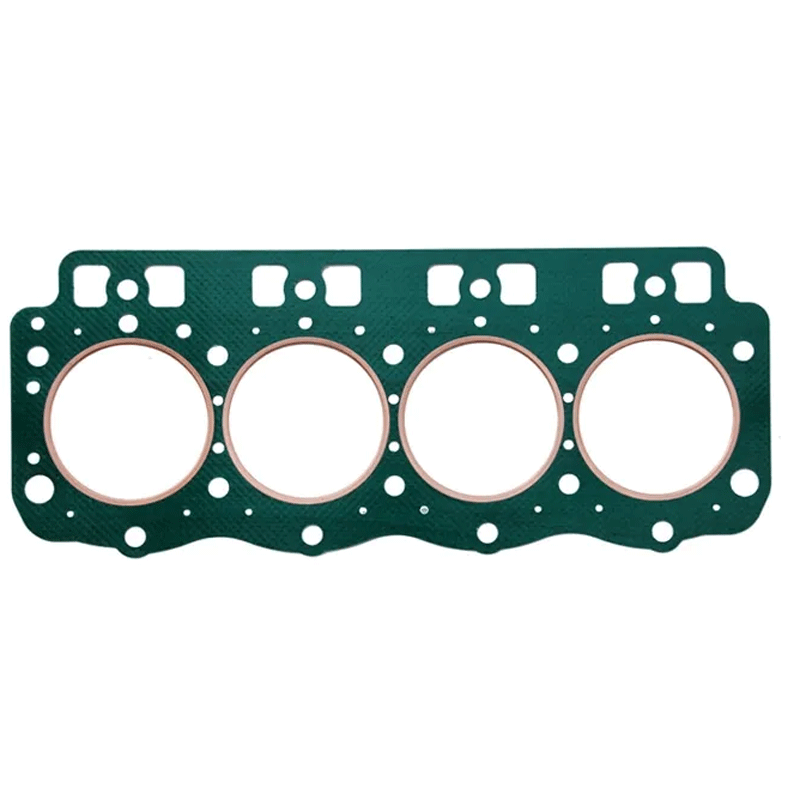 Прокладка цилиндра
Прокладка цилиндра -
 Ковш CAT-3.21
Ковш CAT-3.21 -
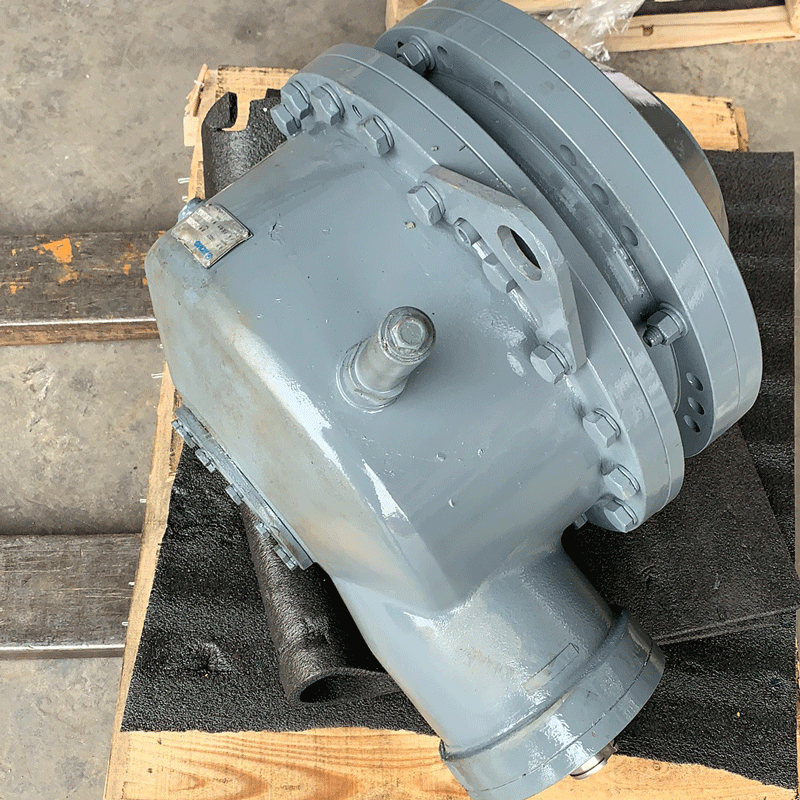 Редуктор асфальтоукладчика XCMG
Редуктор асфальтоукладчика XCMG -
 Фильтрующий элемент 4
Фильтрующий элемент 4 -
 Гидромолот 140
Гидромолот 140 -
 Блок электронного управления
Блок электронного управления -
 Ковш CAT 1,88-усиленный ковш
Ковш CAT 1,88-усиленный ковш -
 Корпус коробки передач
Корпус коробки передач
Связанный поиск
Связанный поиск- Китай гусеничный экскаватор запасных частей заводов
- Заводы по производству датчиков
- Фильтр загрузчика
- Масляные уплотнения Заводы в Китае
- Поставщики запасных частей для экскаваторов Hitachi
- фара
- Цена редукционного клапана для бетоносмесителя в Китае
- Цена завода запасных частей экскаватора
- Производители запчастей для погрузчиков с бортовым поворотом
- Блок фильтра погрузчика