


Заводы по производству запасных частей для ковша экскаватора
Когда говорят про заводы по производству запасных частей для ковша экскаватора, многие представляют гигантские конвейеры с роботами. На деле же 60% российских мощностей до сих пор работают на чешских станках 90-х, где технолог лично подбирает режим резания для каждой партии стали. Помню, как в Казани на заводе 'Экскаватордеталь' пришлось переделывать оснастку для зубьев ESCO - чертежи были верные, но местная сталь 110Г13Л давала усадку на 2% больше нормы.
Технологические тонкости, которые не пишут в ГОСТ
Литье зубьев - это не просто залить металл в форму. Для зубьев типа 'акулий плавник' нужен предварительный подогмотр формы до 80°C, иначе в зоне режущей кромки образуются раковины. Мы в Бесман три месяца экспериментировали с температурными режимами, пока не подобрали оптимальный цикл для китайской стали Mn13.
Сварка боковых стенок - отдельная история. Автоматическая сварка под флюсом часто дает непровар в угловых зонах. Приходится ставить опытных сварщиков на ручную дуговую сварку, особенно для ковшей карьерных экскаваторов. На последнем тендере для Уралмаша именно этот нюанс стал решающим - конкуренты предложили полную автоматизацию, но мы знали, где нужно оставить 'человеческий фактор'.
Термообработка - вот где кроется 70% брака. Многие забывают, что закалка зубьев должна проводиться в два этапа с промежуточным отпуском при 350°C. Без этого сердцевина детали остается хрупкой. Как-то раз пришлось списывать целую партию зубьев для Hitachi - технолог сэкономил на втором цикле термообработки.
Логистика и складирование: неочевидные сложности
Хранение готовых зубьев требует специальных стеллажей с углом наклона 15°. Если сложить их горизонтально - возникают микротрещины в местах контакта. Мы в Xuzhou Bestman Trading Co., Ltd. разработали систему ротации запасов, где каждая партия маркируется не только датой производства, но и координатами места в складе.
Доставка в северные регионы - отдельный вызов. При -40°C обычная упаковочная пленка становится хрупкой. Пришлось совместно с якутскими логистами разрабатывать многослойную изоляцию с прослойкой из вспененного полиэтилена. Кстати, именно этот опыт помог нам выиграть контракт на поставки в Норильск.
Таможенное оформление часто задерживает поставки на 2-3 недели. Мы нашли выход через предварительную сертификацию продукции в Росстандарте. Теперь все запасные части для ковша экскаватора из Китая проходят ускоренный контроль по упрощенной схеме.
Материаловедческие нюансы, которые влияют на срок службы
Марка стали - не всегда определяющий фактор. Для абразивных грунтов лучше подходит сталь Hardox 450, для скальных пород - 40ХНМА с последующей цементацией. Но есть тонкость: китайские аналоги типа NM400 иногда превосходят европейские марки по ударной вязкости, хотя и уступают по твердости.
Геометрия зубьев - это целая наука. Для песчаных грунтов оптимальны остроконечные зубья с углом заострения 30°, для глинистых - тупые с углом 45°. Мы как-то провели сравнительные испытания на карьере в Свердловской области - разница в износе составила почти 40% между 'неправильной' и оптимальной геометрией.
Система крепления - часто недооцениваемый элемент. Клиновые замки типа 'Whippletree' хоть и дороже, но позволяют менять зубья за 5 минут вместо 25. Для карьерных экскаваторов это экономит до 70 часов простоя в год. В каталоге Бесман мы специально выделили этот аспект с технико-экономическим обоснованием.
Практические кейсы и ошибки
В 2021 году мы поставили партию зубьев для экскаватора Komatsu PC800 в Красноярск. Через месяц пришла рекламация - чрезмерный износ. Оказалось, местный механик устанавливал зубья без динамометрического ключа, затягивая 'на глаз'. Пришлось проводить обучающий семинар для персонала.
Другой случай: на заводе в Череповце отказались от наших зубьев из-за 'несоответствия геометрии'. При детальном разборе выяснилось, что у них был изношен посадочный узел ковша, но вину пытались переложить на производителя запасных частей.
Удачный пример: для угольного разреза в Кузбассе мы подобрали комбинированную схему - зубья из стали Hardox для основного объема и вставки из карбида вольфрама для критических зон. Результат - срок службы увеличился на 47% compared с предыдущим поставщиком.
Экономика производства: что действительно важно
Себестоимость литья составляет лишь 35% от конечной цены. Остальное - термообработка, механическая обработка и контроль качества. Многие новые производители пытаются экономить на контроле, но потом теряют на рекламациях.
Оптимальный размер партии для российского рынка - 50-70 комплектов. Меньше - нерентабельно из-за настройки оборудования, больше - создает проблемы со складированием. Мы в Xuzhou Bestman Trading Co., Ltd. выработали гибкую систему формирования партий под конкретного заказчика.
Срок окупаемости оборудования для производства запасных частей для ковша экскаватора составляет 3-4 года при загрузке 70%. Но это в идеальных условиях. Реально - 5-6 лет с учетом сезонных колебаний спроса и необходимости модернизации.
Перспективы и тренды
Намечается переход на аддитивные технологии для быстрого прототипирования оснастки. Мы уже тестируем 3D-печать песчаных форм - это ускоряет подготовку производства в 2 раза для мелкосерийных заказов.
Цифровизация складов - следующий этап. Внедряем RFID-метки для отслеживания каждой детали от производства до установки на экскаватор. Это позволит строить точные модели износа для разных условий эксплуатации.
Экология становится важным фактором. Переходим на водорастворимые связующие для литейных форм вместо фенольных смол. Дороже на 15%, но позволяет соответствовать новым требованиям Роспотребнадзора.
Соответствующая продукция
Соответствующая продукция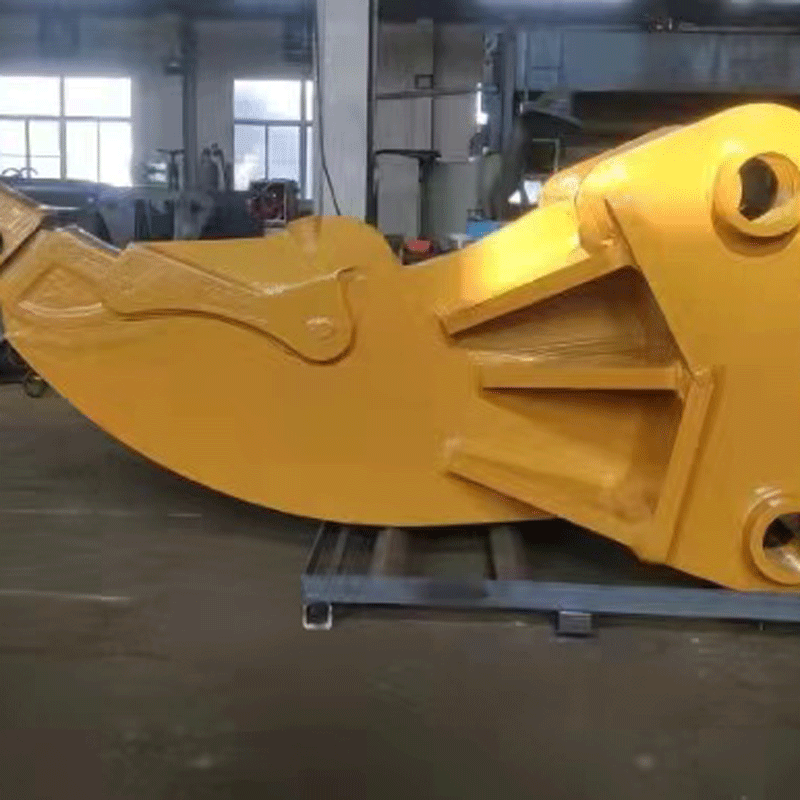




Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- Заводы по производству концевых выключателей для вилочных погрузчиков в Китае
- Уплотнительное кольцо
- Китайские заводы по производству фильтров для погрузчиков
- Поставщики измерительных ковшей из Китая
- Поставщики запасных частей для электрооборудования в Китае
- Вибратор бетоносмесителя Заводы в Китае
- Фильтрующий блок для грузовика
- Бетономешалка Фильтр Заводы в Китае
- Поставщики запасных частей самосвала в Китае
- Цены на режущие диски в Китае