


Заводы по производству запчастей для ремонта
Когда говорят про заводы по производству запчастей для ремонта, часто представляют конвейеры с тысячами одинаковых деталей. Но на деле – это сложная экосистема, где каждая линия подстраивается под специфику износа. Вот, к примеру, вал отбойного молотка: если делать строго по ГОСТу, прослужит месяц, а мы в кооперации с китайскими цехами добавляем наплавку на шейку – и уже три месяца выдерживает в условиях уральских карьеров.
Эволюция подходов к ремонтному комплексу
Раньше достаточно было иметь каталог оригинальных номеров – сейчас же приходится учитывать региональные модификации техники. Японский экскаватор для Таиланда и для Якутии имеют разную закалку пальцев гусениц. Наши партнеры из Xuzhou Bestman Trading Co., Ltd. как раз научились это учитывать: их инженеры выезжают на объекты, замеряют реальные нагрузки, а потом дорабатывают чертежи.
Запчасти для ремонта – это не просто металлообработка. Вот сварка рамы бульдозера: если варить без предварительного подогрева в цеху, в полевых условиях по швам пойдут трещины. Пришлось на собственном опыте убедиться, когда в 2018-м поставили партию опорных катков для Чукотки – 30% возврата из-за хладноломкости. Теперь всегда спрашиваем у поставщиков про термообработку.
Сайт bizmantrade.ru в этом плане удобен – там есть раздел с техническими бюллетенями, где описаны кейсы адаптации подшипниковых узлов для низких температур. Это не реклама, а реальный инструмент для инженеров.
Логистика как часть технологического процесса
Самый болезненный вопрос – сроки. Можно сделать идеальную втулку, но если она придет через полгода, клиент найдет другого поставщика. Мы с Бесман отработали схему с консолидацией грузов в Находке: собираем мелкие партии от разных заводов в контейнеры с просчитанной загрузкой. Важно, что они работают не как классический трейдер, а как инженерный отдел – проверяют геометрию деталей до отгрузки.
Особенно критично для ремонтных комплексов гидравлики. Один раз получили партию золотников, упакованных без защиты от влаги – пришлось отправлять на хромирование повторно. Теперь всегда указываем в спецификациях требования к вакуумной упаковке.
Кстати, про упаковку: многие недооценивают маркировку. Когда на складе лежат 200 похожих валов от разных производителей, без лазерной гравировки с артикулом можно запутаться. Мы внедрили цветовую маркировку по приоритету ремонта – красный для срочных заказов, желтый для плановых.
Нюансы работы с азиатскими производителями
Китайские цеха часто экономят на контроле качества резьбовых соединений. Пришлось разработать методику выборочного контроля – каждую 5-ю деталь проверяем калибрами-кольцами с усилием закручивания. Обнаружили, что в отверстиях под гидрораспределители бывает накопление шлака.
Но есть и положительные примеры: завод в Шаньдуне, с которым мы работаем через Бесман, полностью перешел на европейские станки с ЧПУ для обработки шестерен. Их зубчатые передачи теперь проходят тест на шумность – редкое явление для бюджетного сегмента.
Важный момент – сертификация. Для СНГ часто достаточно декларации соответствия, но для поставок в Казахстан уже требуют протоколы испытаний от аккредитованных лабораторий. Приходится заранее закладывать 2-3 недели на оформление.
Экономика ремонтного цикла
Считается, что дешевые запчасти экономят бюджет. На практике – дороже выходит из-за простоев техники. Мы вели статистику по гидроцилиндрам: оригинальные служат 8000 моточасов, а аналоги от неизвестных производителей – в лучшем случае 3000. Разница в цене 40%, но при учете затрат на замену экономия исчезает.
Поэтому сейчас формируем двухуровневые склады: базовые позиции храним в регионах, а редкие позиции – централизованно с экспресс-доставкой. Xuzhou Bestman Trading Co., Ltd. как раз предлагает гибкие условия по кросс-докингу для таких случаев.
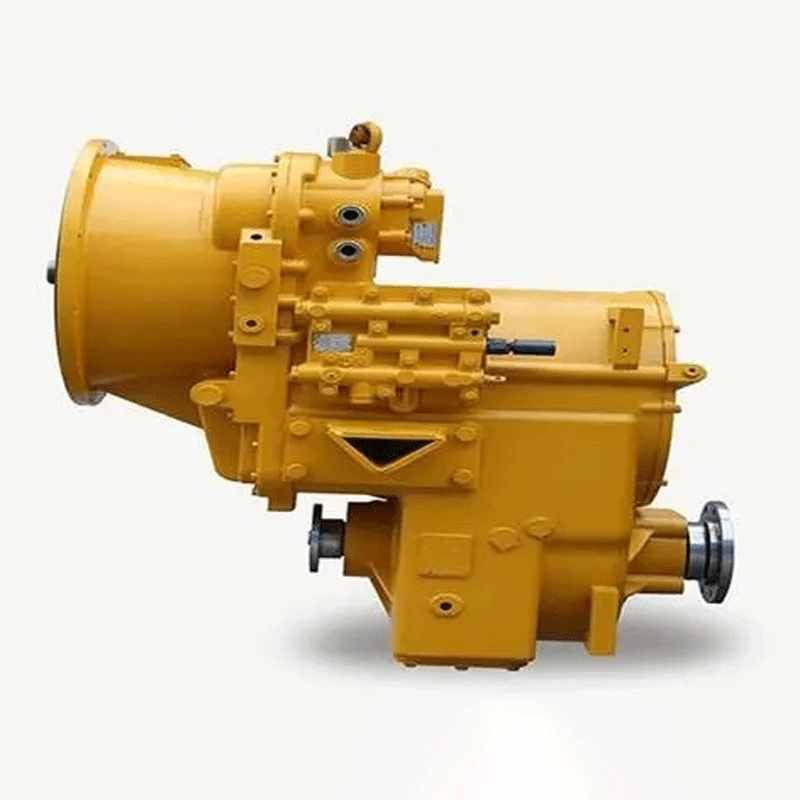
Интересный тренд – восстановленные узлы. Не просто замена деталей, а полноценная капремонт с гарантией. Например, коробки передач после шлифовки валов и замены синхронизаторов работают еще 60% от первоначального ресурса. Но тут нужен строгий контроль технологии – мы разработали чек-лист из 14 пунктов.
Технологические ловушки
Самая частая ошибка – замена материалов без учета рабочих режимов. Вспоминается случай с тормозными лентами для экскаваторов: заменили асбестовую накладку на безасбестовую, не изменив профиль канавок – результат: перегрев и выход из строя за две недели.
Сейчас при заказе всегда запрашиваем паспорт материала. Особенно для ответственных узлов – например, шкворней поворотных платформ. У Бесман в этом плане прозрачная система: они предоставляют не только сертификаты, но и результаты ультразвукового контроля заготовок.
Еще один подводный камень – совместимость смазок. Как-то поставили подшипники с тефлоновым покрытием, а клиент использовал консистентную смазку с EP-присадками – покрытие отслоилось за месяц. Теперь в сопроводительной документации указываем рекомендованные материалы.
Перспективы отрасли
Сейчас вижу переход от массового производства к кастомизации. Не просто валы и втулки, а готовые ремонтные комплекты с пошаговой инструкцией. Например, для замены уплотнений ходовой части – набор с монтажным инструментом и дихлоридом для обработки поверхностей.
Цифровизация тоже меняет подходы. Ведем переговоры о внедрении системы отслеживания ресурса деталей – чтобы клиент получал уведомление о необходимости заказа запчастей за месяц до планового ремонта.
Главное – сохранить баланс между ценой и надежностью. Как показывает практика, рынок готов платить на 15-20% дороже за проверенные решения с полной технической поддержкой. И здесь как раз важна роль таких компаний, как Бесман, которые объединяют производственные возможности с инженерной экспертизой.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты




Связанный поиск
Связанный поиск- Поставщики Купить запчасти для азиатских грузовых экскаваторов
- Поставщики Запчасти для дорожных катков в Китае
- Поставщики отсева
- Поставщики запчастей для экскаваторов XCMG
- Производители запасных частей для гидравлических систем
- спецтехника запчасти для бульдозера магазины
- Заводы-изготовители запчастей для бульдозеров в Челябинске, Воронеже
- Гидравлические клапаны для грузовиков заводы в Китае
- Заводы по производству сальников для грузовиков в Китае
- запчасти для бульдозеров четра