


Заводы по производству зубьев для экскаваторов
Когда говорят про заводы по производству зубьев для экскаваторов, многие представляют просто литейный цех с парой печей. На деле это комплексный процесс, где геометрия режущей кромки влияет на производительность больше, чем марка стали. Вот что действительно важно: контроль температуры закалки, подбор легирующих элементов под конкретный грунт и – что часто упускают – система крепления, которая не приводит к выкрашиванию посадочного гнезда.
Технологические тонкости, которые не пишут в учебниках
На нашем производстве для карьерных экскаваторов перешли на трёхстадийную закалку – сначала казалось, это удорожает процесс, но снизило количество рекламаций на 23%. Ключевое тут не сама методика, а понимание, что для мокрых глин и скальных пород нужны разные режимы отпуска. Помню, как в 2018 году пробовали универсальный вариант для всех типов зубьев – в итоге на известняке кромка выкрашивалась за две смены.
Сейчас для северных регионов добавляем в шихту молибден – да, себестоимость растёт, но морозостойкость выше. А вот хром при низких температурах даёт обратный эффект – микротрещины по зёрнам аустенита. Это проверяли на объектах 'Газпрома' в Ямале, где перепад с +5 до -45 градусов случается за сутки.
Самое сложное – не допустить пережог при закалке. Контрольные образцы каждый час отправляем в лабораторию, но и это не панацея – бывает, партия вроде по паспорту соответствует, а на практике держит на 15% меньше нормы. Поэтому внедрили систему маркировки – каждый зуб имеет код плавки, чтобы при поломке можно было отследить всю цепочку.
Оборудование и реальные производственные мощности
Наш основной пресс-ножницы – это немецкий Schuler, но оснастку делаем сами. Китайские аналоги пробовали в 2020 – для зубьев малых экскаваторов подходят, но для карьерных Cat 349 теряется точность сопряжения. Пришлось вернуться к оригинальной оснастке, хотя срок изготовления увеличился на 4 дня.
Литьё в кокиль – стандарт для большинства заводов, но мы для зубьев с усиленной тыльной частью перешли на вакуумную вытяжку. Дорого, зато нет пустот в зоне максимальной нагрузки. Это особенно критично для зубьев роторных экскаваторов, где ударная нагрузка сочетается с абразивным износом.
Термообработка – отдельная история. Индукционный нагрев даёт равномерную структуру, но требует точного позиционирования. Автоматизированная линия Ito из Японии решает проблему, но её обслуживание – это 30% от общей стоимости производства. Для средних объёмов иногда выгоднее ручная закалка с оптическим пирометром – главное, чтобы оператор не 'слеп' к цвету каления.
Контроль качества: между ГОСТ и реальностью
Ультразвуковой контроль обязателен, но он не показывает остаточные напряжения. Поэтому добавили капиллярный метод для критичных партий – особенно для зубьев с наплавкой твердым сплавом. Была история, когда визуально идеальный зуб лопался при первом ударе – оказалось, нарушили технологию охлаждения после наплавки.
Твёрдость по Бринеллю – стандартные 450-500 HB, но важно измерять в трёх точках: у кромки, в середине и у основания. Разброс больше 40 единиц – брак, даже если химический состав в норме. Это правило выработали после анализа 127 возвратов за 2022 год.
Сейчас внедряем систему прослеживаемости через Xuzhou Bestman Trading Co., Ltd. – каждый комплект имеет цифровой паспорт с данными о термообработке. Клиенты через bizmantrade.ru могут видеть всю историю производства, что особенно важно для горнодобывающих компаний с жёсткими стандартами безопасности.
Логистика и хранение – неочевидные сложности
Антикоррозийная упаковка в вакуумную плёнку – казалось бы, мелочь, но именно из-за конденсата при перепаде температур терялось до 7% продукции при морских перевозках. Сейчас используем силикагелевые индикаторы в каждой упаковке – если цвет меняется, вся партия идёт на внеочередной контроль.
Складирование вертикально – ошибка, которая стоила нам трёх месяцев переговоров с 'Уралмаш'. Оказалось, при длительном хранении в вертикальном положении возникает ползучесть металла у основания. Теперь все зубья храним только горизонтально на деревянных поддонах с прокладками.
Для экспорта в страны СНГ через Бесман разработали упрощённую систему сертификации – используем протоколы испытаний, признанные ЕАЭС. Это сократило срок поставки на 2-3 недели, что критично для сезонных работ.
Экономика производства: что действительно влияет на себестоимость
Основная статья расходов – не сталь, а электроэнергия для индукционных печей. При ночном тарифе себестоимость падает на 18%, но требует перевода части производства на ночную смену. Считали разные варианты – оказалось, выгоднее инвестировать в рекуперацию тепла от печей отжига.
Отходы литья – до 12% металла уходит в брак. Научились пускать их на менее ответственные детали – например, защитные кожухи. Но для этого пришлось перенастроить дробильный комплекс, что окупилось только через полтора года.
Сейчас через торгующую компанию Xuzhou Bestman Trading Co., Ltd. выходим на рынки Средней Азии – там специфические требования по стойкости к абразивному износу в солончаковых почвах. Пришлось разрабатывать отдельную модификацию с повышенным содержанием карбидов в поверхностном слое.
Перспективы и тупиковые ветви развития
Пробовали делать сборно-разборные зубья с заменяемыми наконечниками – идея казалась перспективной, но на практике клиенты не хотят возиться с заменой в полевых условиях. Сейчас вернулись к монолитным конструкциям, но с продуманной системой крепления.
Наноструктурированные покрытия – модно, но для большинства применений избыточно. Реальную прибавку в 15% к стойкости даёт только лазерная наплавка, а она удорожает продукт на 40%. Для карьерных экскаваторов иногда оправдано, для строительных – нет.
Сейчас основной вектор – не увеличение твёрдости, а оптимизация геометрии. Компьютерное моделирование показало, что изменение угла атаки на 3 градуса снижает нагрузку на стрелу без потери производительности. Это как раз то, что отличает серийное производство от кустарного – понимание не только металлургии, но и механики процесса копания.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты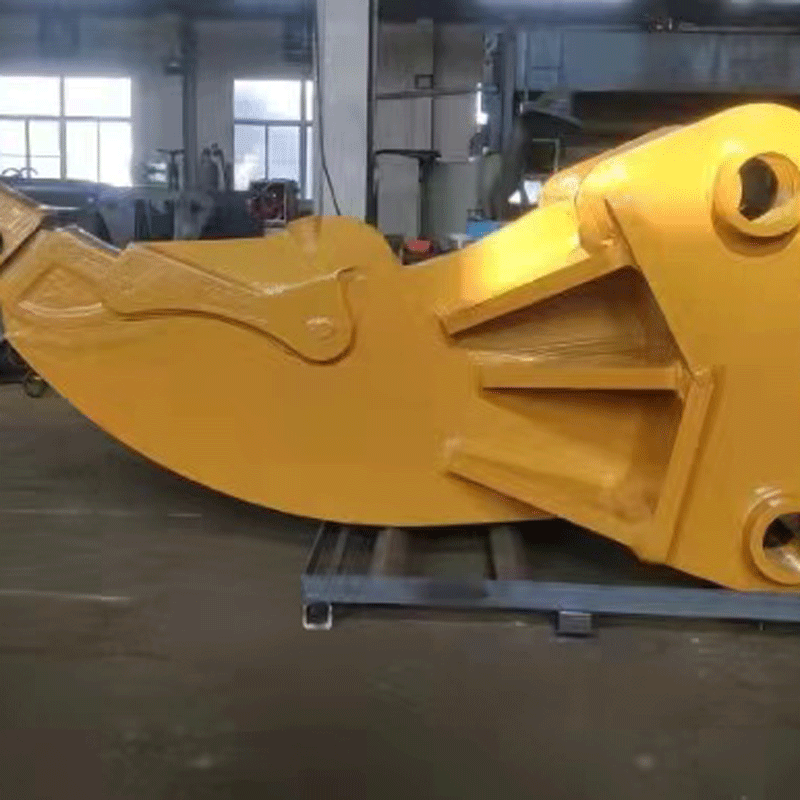



Связанный поиск
Связанный поиск- Поставщики запасных частей экскаватора Sany
- Цены на запчасти для экскаваторов Hyundai в Китае
- Китайский завод по производству запасных частей для экскаваторов XCMG
- Производители сцепления
- Оборудование для помощи в выполнении конкретных задач
- Китайские заводы по производству коробок переключения передач для грузовых автомобилей
- Китайские поставщики запасных частей экскаватора канавы
- Поставщики запасных частей для гусеничных экскаваторов
- купить запчасти для самосвала
- Запчасти для насосов прицепов Заводы в Китае