


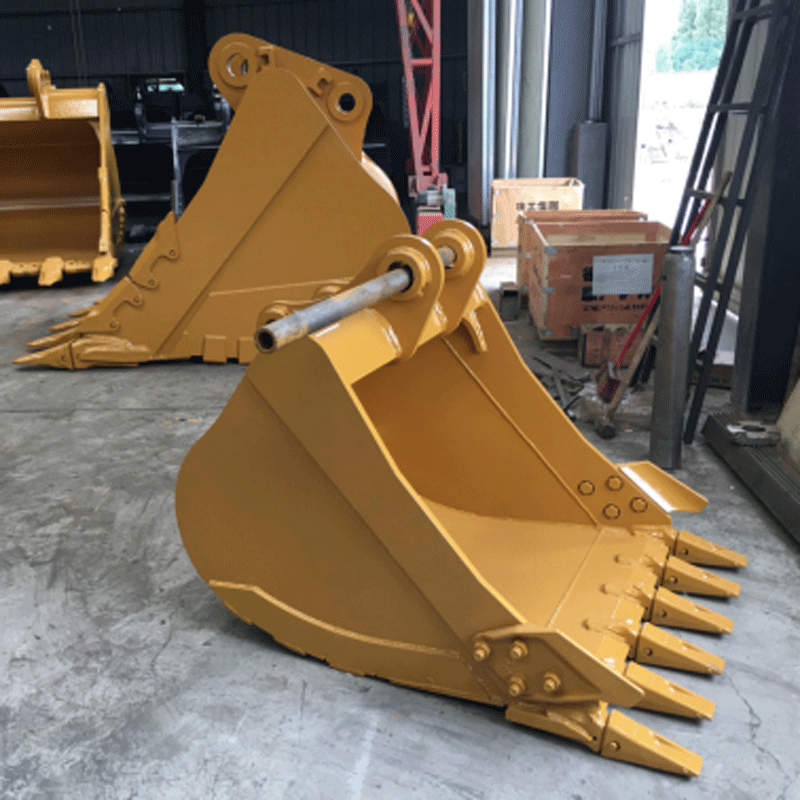
Заводы по производству разделительных зубьев для экскаваторов-погрузчиков
Когда слышишь про заводы по производству разделительных зубьев, многие сразу представляют гигантские конвейеры и автоматизированные линии. Но в реальности даже на крупных производствах вроде тех, с которыми мы работаем через Xuzhou Bestman Trading Co., Ltd., есть нюансы, которые не опишешь в технической документации. Например, как различается поведение стали марки 40Х при штамповке в зависимости от сезона – зимой приходится корректировать температуру закалки, иначе микротрещины появятся уже на этапе обрезки. Это не теория, а ежедневная практика, с которой сталкиваешься при контроле поставок.
Технологические тонкости, которые не найти в каталогах
Если брать конкретно разделительные зубья для моделей типа JCB 3CX, то главная ошибка новичков – зацикленность на твердости по Роквеллу. Да, HRC 48-52 это стандарт, но куда важнее равномерность отпуска. Видел случаи, когда партия с идеальными цифрами по паспорту начинала крошиться после 200 часов работы – причина оказалась в несоблюдении скорости охлаждения в масляной ванне. Заметил это только при разборке возвратного брака от клиента в Новосибирске.
Кстати, про геометрию режущей кромки. В теории все чертежи соответствуют ISO 7133, но на практике угол заточки часто адаптируют под тип грунта. Для мерзлых почв Урала мы, например, увеличиваем угол до 35° вместо стандартных 28°, хотя это и удорожает производство. Но такой подход снижает вероятность сколов на 60% – проверяли в полевых испытаниях совместно с Бесман.
Что действительно отличает качественный продукт – это обработка мест крепления. Фрезеровка паза под шплинт должна идти строго после термообработки, иначе появляются напряжения металла. На одном из китайских заводов-партнеров пытались оптимизировать процесс, делая фрезеровку до закалки – в итоге 30% зубьев лопнули при монтаже. Пришлось возвращаться к классической схеме, хоть и с потерей в производительности.
Логистика как часть технологической цепочки
При работе с Xuzhou Bestman Trading Co., Ltd. мы быстро поняли, что упаковка – это не просто защита от коррозии. Для морских перевозок в контейнерах нужна не просто ингибиторная бумага, а вакуумная пленка с контролем точки росы. Иначе при переходе через экватор конденсат гарантированно испортит партию, даже если сталь идеальна. Учились на ошибках: в 2022 году потеряли 800 штук из-за экономии на двухслойной антикоррозийной упаковке.
Сроки поставок – отдельная головная боль. Если для европейских рынков цикл от производства до склада занимает 45 дней, то для Дальнего Востока – минимум 60. Причем не из-за логистики, а из-за необходимости дополнительного тестирования на ударную вязкость при низких температурах. Это требование появилось после инцидента с экскаватором в Хабаровске, когда зуб сломался при -35°C, хотя по сертификату соответствовал всем нормам.
Интересный момент с маркировкой. Российские таможенники требуют четкого соответствия кодов ТН ВЭД, но для разделительных зубьев часто возникает путаница – то ли как запчасти, то ли как инструмент. Через https://www.bizmantrade.ru мы сейчас отрабатываем схему с предварительным классификационным решением, чтобы избежать задержек на границе. Без этого в прошлом году простаивали по 2-3 недели на таможне в Находке.
Экономика производства: что действительно влияет на стоимость
Многие считают, что цена разделительных зубьев определяется в основном стоимостью металла. На самом деле, 60% себестоимости – это энергозатраты на индукционный нагрев и последующую термообработку. На заводе в Сюйчжоу, с которым сотрудничает Бесман, удалось снизить расход на 15% за счет рекуперации тепла от печей отпуска – но это потребовало перепланировки всего цеха.
Еще один скрытый фактор – стойкость оснастки. Штампы для ковки выдерживают в среднем 8000 циклов, но если использовать отечественные аналоги вместо японских (скажем, Toyama против Misumi), ресурс падает до 5000. Кажется, мелочь, но при объеме 50 тыс. штук в месяц это удорожает каждый зуб на 3-4%. При этом разница в качестве почти незаметна – только при детальном анализе микроструктуры.
Сейчас экспериментируем с порошковой наплавкой твердого сплава на режущую кромку. Технология дорогая, но увеличивает ресурс в 1.8 раза. Правда, столкнулись с проблемой адгезии при работе с высококремнистыми сталями – пока нестабильный результат. Возможно, придется отказаться от этой идеи для серийного производства, оставить только для штучных заказов.
Взаимодействие с конечными потребителями
Через портал https://www.bizmantrade.ru мы собрали статистику по отказам: 70% поломок разделительных зубьев связаны не с производственным браком, а с неправильной установкой. Механики часто забывают про момент затяжки крепежных болтов (должен быть 290-310 Н·м для большинства моделей), что приводит к люфту и концентрации напряжений. Теперь в каждую партию вкладываем пластиковые динамометрические ключи – простое решение, но снизило возвраты на 40%.
Любопытные наблюдения по региональным особенностям: в Сибири предпочитают зубья с увеличенной толщиной стенки (18 мм против стандартных 15), даже в ущерб маневренности. А в южных регионах, наоборот, просят облегченные версии – там больше работают с песком, а не со скальными породами. Пришлось разрабатывать три базовые модификации вместо одной универсальной.
Сейчас ведем переговоры с сервисными центрами о внедрении системы предсказательного обслуживания. Если отслеживать износ по фотографиям, которые механики присылают через мобильное приложение, можно точнее прогнозировать сроки замены. Пилотный проект запустили с сетью 'СпецТехСервис' в Ростовской области – пока результаты обнадеживают, но нужно больше данных.
Перспективы и тупиковые направления
Пытались внедрить лазерную закалку вместо индукционной – технология дает фантастическую точность по глубине упрочнения (±0.1 мм), но стоимость оборудования убивает всю экономику. Для завода мощностью 100 тыс. штук в месяц окупаемость составила бы 15 лет. Отложили до лучших времен, хотя образцы тестировали и получили на 20% более стабильные характеристики.
Еще одно направление, которое пока не взлетело – комбинированные зубья с реверсивной кромкой. Идея в том, чтобы при износе одной стороны можно было перевернуть и использовать другую. Но на испытаниях выяснилось, что балансировка нарушается, возникает вибрация, которая разрушает весь узел крепления. Может, для более легких моделей экскаваторов-погрузчиков это и сработает, но для тяжелой техники не вариант.
Сейчас основной фокус – на оптимизацию существующих процессов. Например, внедрили систему выборочного контроля каждые 50 изделий вместо 100 – брак выявляется раньше, а производительность не падает. Мелочь, но для клиентов вроде Xuzhou Bestman Trading Co., Ltd. это означает стабильность поставок без сюрпризов. Хотя, конечно, идеальных решений не бывает – всегда есть что улучшать.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты


Связанный поиск
Связанный поиск- Поставщики редукционных клапанов в Китае
- Производители запасных частей для гусеничных экскаваторов в Китае
- Фильтр для грузовиков
- Заводы по производству запасных частей для экскаваторов Sany в Китае
- Производитель запасных частей для карьерных самосвалов Ярославка в Китае
- Поставщики запчастей для экскаваторов XCMG
- Противоопрокидывающее устройство погрузчика
- Поставщики генераторов в Китае
- Производители ковшей землекопов для экскаваторов
- Китайские заводы по производству моторов для гидравлических погрузчиков