


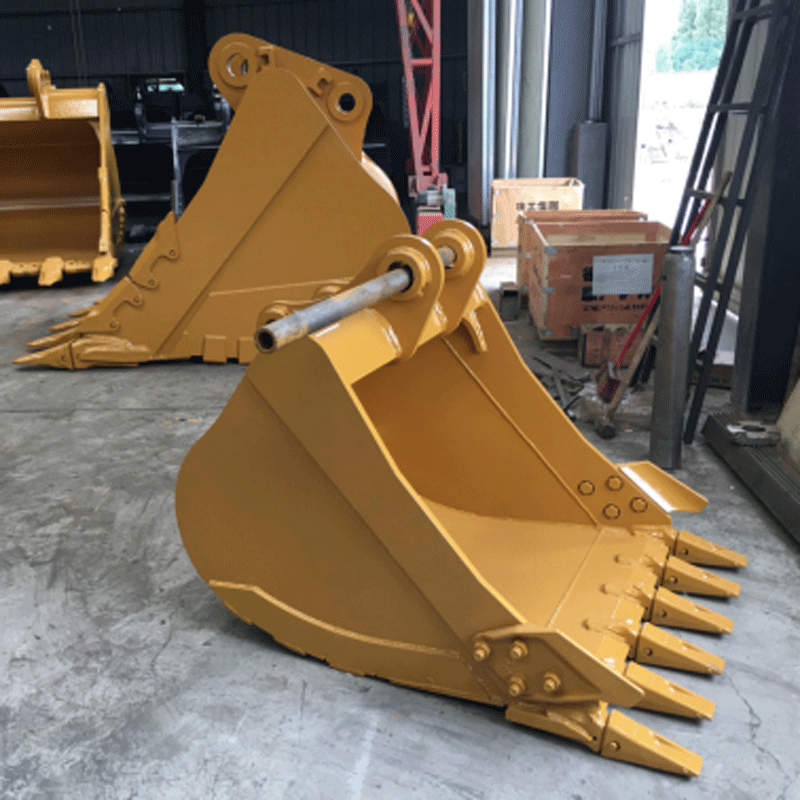
завод для ковша экскаватора
Когда говорят про завод для ковша экскаватора, многие сразу представляют гигантские цеха с роботами – а на деле часто всё упирается в правильный подбор марки стали и контроль за термообработкой. Вот с чем реально сталкиваешься на практике.
Ключевые ошибки при выборе производителя
Часто заказчики гонятся за толщиной стенки ковша, забывая про усталостную прочность. Помню, в 2018 году поставили ковши экскаватора на карьер в Свердловской области – через три месяца пошли трещины по зоне режущей кромки. Оказалось, проблема не в толщине, а в неверном химическом составе стали – завод-изготовитель сэкономил на ванадии.
Сейчас при подборе завода для ковша всегда запрашиваю протоколы спектрального анализа. Особенно для условий Севера – там где другие поставщики сливают, нормальный завод всегда предоставит испытания на хладостойкость.
Кстати, про Xuzhou Bestman Trading Co., Ltd. – они как раз работают с проверенными производителями, у которых есть полный цикл от выплавки до финишной обработки. Не реклама, а наблюдение – их техника на сайте https://www.bizmantrade.ru часто идет с маркировкой стали HB500, что для стандартных грунтов более чем достаточно.
Технологические нюансы производства
Если брать ковш экскаватора для скальных пород, там принципиально другая геология зубьев. Ставили как-то вариант с самозатачивающимися зубьями – в теории отличное решение, но на практике при перегрузках ломало посадочные места. Пришлось усиливать зону крепления на 15%.
Заметил интересную деталь у китайских производителей – начали применять лазерную резку для боковин ковша экскаватора. Казалось бы, мелочь, но кромка без наплывов значительно снижает трение при копании плотных грунтов.
Важный момент – балансировка. Недостаточно просто сварить конструкцию, нужно чтобы центр массы был смещен к режущей кромке. Проверял на объекте в Красноярске – разница в расходе топлива при правильной балансировке достигала 8%.
Логистика и адаптация под российские условия
С доставкой всегда сложности – многие заводы для ковшей не учитывают российские железнодорожные габариты. Была история, когда пришлось резать ковш на месте – не влезал в тоннель по Транссибу.
По опыту Бесман – они обычно предлагают разборные варианты для крупногабаритных моделей. На их сайте https://www.bizmantrade.ru видел схемы сборки прямо в карьере – практично для удаленных объектов.
Зимняя эксплуатация вносит коррективы – стандартные резиновые демпферы дубеют при -35. Приходится либо ставить полиуретановые, либо вообще убирать амортизацию – но тогда страдает рама экскаватора. Компромиссное решение нашли с одним из заводов-партнеров – стали делать съемные демпферы на зимний период.
Ремонтопригодность как критерий выбора
Идеальный ковш экскаватора – тот, который можно отремонтировать в полевых условиях. Запоминающийся случай – на разрезе в Кузбассе восстановили посадочные гнезда для зубьев с помощью наплавки прямо на объекте. Важно чтобы завод предусматривал ремонтные допуски.
Сейчас многие производители переходят на цельноштампованные конструкции – красиво, но при повреждении боковины проще выбросить. Стараюсь выбирать модели со сменными накладками – да, дороже на 10-15%, но в перспективе окупается.
Кстати, в ассортименте Xuzhou Bestman Trading Co., Ltd. заметил интересную тенденцию – стали предлагать ремонтные комплекты для конкретных моделей ковшей. На том же https://www.bizmantrade.ru есть схемы с размерами запчастей – видно что люди понимают специфику эксплуатации.
Экономика против надежности
Вечный спор – ставить оригинальный ковш или аналог. По статистике отказов, разница в ресурсе составляет 25-30%, но цена отличается в 1.8-2 раза. Для сезонных работ иногда выгоднее брать аналог и менять чаще.
Проводили сравнительные испытания на песчаных карьерах – китайские заводы для ковшей последнего поколения практически не уступают европейским по износостойкости, но проигрывают в ударной вязкости.
Если рассматривать Бесман как поставщика – их преимущество в том, что они работают напрямую с заводами, минуя посредников. На том же https://www.bizmantrade.ru видно что цены формируются без лишних накруток – это важно при массовых закупках для строительных компаний.
Перспективы развития технологии
Сейчас наблюдается переход на композитные материалы для стрел – но для ковшей экскаваторов это пока преждевременно. Испытывали прототип с кевларовыми вставками – не выдерживает абразивного износа.
Более реальное направление – умные системы износа. Некоторые продвинутые заводы начали встраивать датчики остаточной толщины – технология сырая, но перспективная.
В целом, рынок ковшей экскаватора движется в сторону специализации – уже недостаточно просто прочной конструкции, нужна оптимизация под конкретный тип грунта и режим работы. И здесь как раз важны поставщики типа Xuzhou Bestman Trading Co., Ltd., которые могут предложить варианты под разные задачи – от рыхлых песчаников до мерзлых грунтов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты


Связанный поиск
Связанный поиск- Цены на запасные части для электрических систем в Китае
- Заводы по производству грунтозацепов для экскаваторов
- запчасти для систем смазки
- Генератор для грузовика
- Китайские заводы по производству запасных частей для канавных экскаваторов
- Запчасти для бетонных насосов Заводы в Китае
- Производители запчастей для погрузчиков с бортовым поворотом в Китае
- Режущая пластина погрузчика
- Китайские поставщики гидравлических моторов для бетоносмесителей
- Производители запчастей для землеройной и транспортной техники в Китае