


Завод по производству ослабляющих зубьев для экскаватора
Когда слышишь про ослабляющие зубья, многие сразу думают о простой замене изношенных деталей. Но на деле это целая технология — если не учитывать распределение нагрузок на ковш, даже самый прочный зуб сломается за неделю в тяжёлом грунте.
Почему ослабляющие зубья — это не просто 'запчасти'
В 2019 мы поставили партию зубьев для карьерного экскаватора Hitachi EX3600. Заказчик жаловался на трещины в основании — оказалось, при проектировании не учли вибрации от скальных пород. Пришлось переделывать геометрию зубьев экскаватора с усилением тыльной части.
Кстати, толщина стенки у основания — часто её делают одинаковой по всему контуру. Но практика показывает: в зоне контакта с адаптером нужно оставлять запас 2-3 мм на неравномерный износ. Особенно для моделей Komatsu PC1250 — у них специфичный угол атаки.
Колебания твёрдости стали 40ХНМ — ещё одна головная боль. Если выше 42 HRC, зуб становится хрупким в мороз, ниже 38 HRC — быстро стачивается. Мы сейчас экспериментируем с локальной закалкой только режущей кромки.
Ошибки при термообработке, которые дорого обходятся
Как-то раз получили рекламацию от угольного разреза: зубья крошились при -35°C. Проверили — пережог при закалке, зерно стали крупное. Пришлось менять всю печь с выкатным подом, сейчас используем ступенчатый отпуск.
Важный нюанс: многие забывают про остаточные напряжения после штамповки. Если не делать нормализацию перед механической обработкой — зуб может лопнуть просто при установке на адаптер.
Для северных регионов добавляем легирование ванадием — дорого, но снижает порог хладноломкости. Хотя не все клиенты готовы платить на 15% больше, приходится искать компромиссы.
Проблемы с геометрией креплений
Самый болезненный опыт — адаптеры для экскаваторов Doosan. Их замковая система требует точности ±0.8 мм, иначе появляется люфт. Пришлось переделывать оснастку три раза, пока не добились плотной посадки.
Кстати, про завод по производству — многие думают, что можно купить любой станок и делать зубья. Но без спецоснастки для фиксации поковок при фрезеровке паза получить стабильное качество невозможно.
Как мы налаживали контроль качества
Ввели 100% ультразвуковой контроль каждой партии — сначала технолог сопротивлялся, говорил 'тормозим выпуск'. Но после случая со скрытой раковиной в теле зубца (потеряли 120 штук) руководство утвердило новые нормативы.
Сейчас используем магнитопорошковый дефектоскоп МД-20П — старый, но надёжный. Хотя для контроля зоны режущей кромки пришлось делать специальные датчики с угловым вводом.
Жёстче стали с допусками по твёрдости — если раньше допускали ±3 единицы HRC, сейчас ±1.5. Даже пришлось уволить двух операторов, которые 'экономили' на времени отпуска.
Практические кейсы с горнодобывающими компаниями
Для разреза 'Берёзовский' делали зубья с наплавкой твердым сплавом на переднюю грань. Ресурс вырос в 1.8 раза, но пришлось обучать их сварщиков правильной установке — первые месяцы они ломали зубья ударным методом.
Интересный опыт с песчаным карьером в Ростовской области — там основной износ был по боковым поверхностям. Добавили рёбра жёсткости, хотя по ГОСТу их не должно быть. Работает уже третий год, клиент доволен.
Кстати, про экскаватора — заметил, что для гусеничных моделей важнее прочность, а для колёсных (тип Liebherr A934) — вес. Приходится балансировать между толщиной стенки и массой.
Сотрудничество с торговыми компаниями
Когда работаем с Xuzhou Bestman Trading Co., Ltd. (их сайт https://www.bizmantrade.ru), всегда требуем точные техзадания от конечных потребителей. Они специализируются на комплектации строительной техники, поэтому часто присылают обобщённые требования — приходится уточнять каждый параметр.
ООО 'Сюйчжоу Бесман Торговля' помогает с таможенным оформлением, но технические нюансы всегда согласовываем напрямую с эксплуатантами. Например, для поставок в Казахстан пришлось менять маркировку — их нормативы требуют указания страны-производителя стали.
Из плюсов — они всегда предоставляют статистику по наработке зубьев у разных клиентов. Это позволяет корректировать технологию. В прошлом квартале как раз увеличили глубину закалки для песчаных карьеров после их отчётов.
Что ещё влияет на ресурс зубьев
Часто вижу, как операторы не чистят посадочные места — набивается грязь, появляется зазор. Разработали простую инструкцию по монтажу, перевели на 4 языка для наших экспортных клиентов.
Важный момент — балансировка ковша. Если стоит 5 зубьев, а центральный изношен сильнее — значит неравномерная нагрузка. Рекомендуем менять все одновременно, даже если некоторые ещё 'живые'.
Сейчас тестируем новое покрытие от немецкой компании — снижает адгезию глины. Пока дороговато, но для южных регионов с влажными грунтами может стать решением.
Перспективные разработки
Экспериментируем с порошковой metallurgей — зубья получаются плотнее, но стоимость производства пока высока. Для особо абразивных пород возможно будет оправдана.
Планируем внедрить систему лазерного контроля износа — клиент сможет сканировать зуб и автоматически заказывать замену. Но пока не решён вопрос с точностью измерений в полевых условиях.
В целом, производство ослабляющих зубьев — это постоянный компромисс между ценой, ресурсом и технологичностью. Каждый новый заказ — это новые вызовы, универсальных решений здесь нет и быть не может.
Соответствующая продукция
Соответствующая продукция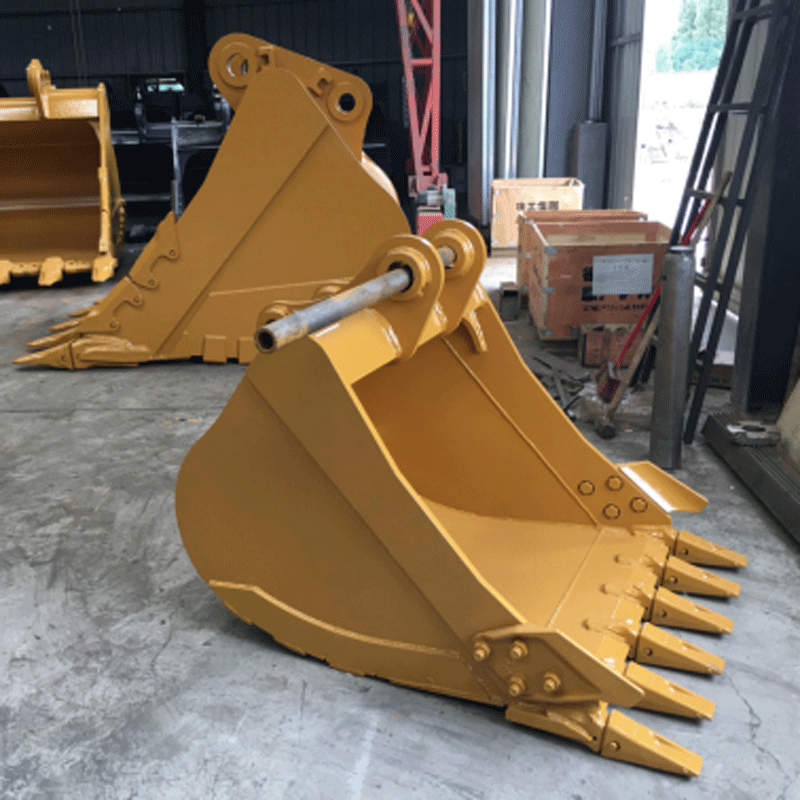






Самые продаваемые продукты
Самые продаваемые продукты





Связанный поиск
Связанный поиск- Цены на пылесборники в Китае
- Поставщики запасных частей для гидравлических систем
- Китайские поставщики смазочных насосов
- Заводы по производству перемешивающих стержней в Китае
- Китайский завод для экскаватора-погрузчика острозубый разделитель земли
- Заводы которые покупают запасные части для экскаваторов
- Китайские производители запасных частей экскаватора канавы
- Заводы по производству ящиков для хранения в Китае
- Завод гидравлических клапанов
- Гидравлические клапаны заводы в Китае