


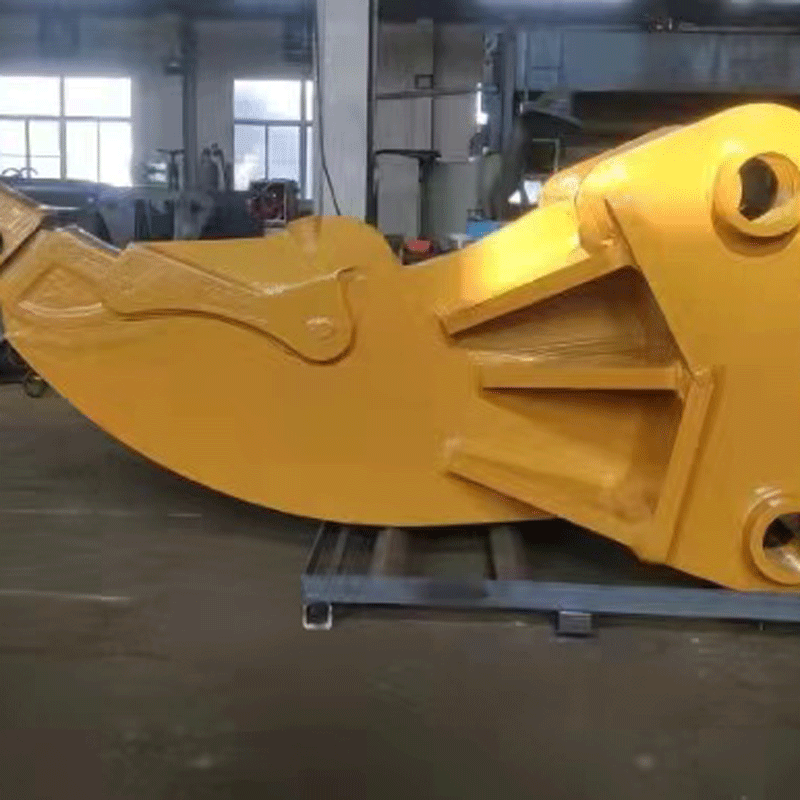
Завод по производству разделителей грунта для экскаватора-погрузчика
Когда слышишь про завод по производству разделителей грунта для экскаватора-погрузчика, многие сразу представляют гигантские конвейеры и автоматизированные линии. Но в реальности это часто скромные цеха, где каждый миллиметр режущей кромки проверяют вручную. Мы в Бесман через https://www.bizmantrade.ru годами наблюдаем, как клиенты путают серийное производство с кустарным - и платят за это ремонтами.
Почему геометрия ножа важнее марки стали
В 2019-м поставили партию разделителей для Уральского карьера. Заказчик требовал твердость по Роквеллу 58 HRC - получил, но через месяц лезвия пошли трещинами. Разбор показал: проблема не в стали, а в угле заточки. Для мерзлого грунта нужен был скос 35°, а не стандартные 45°.
Сейчас при подборе всегда спрашиваем: будет техника работать на суглинке или скальных породах? Для щебня делаем усиленные ребра жесткости - те самые, что в каталоге Бесман идут под артикулом BZ-203M. Но некоторые производители до сих пор льют универсальные модели, которые в итоге гнутся как консервные банки.
Кстати, про термообработку. Видел на одном заводе как закалку проводили в обычной печи для керамики - потом удивлялись, почему металл 'плывет' при -20°C. Наш технадзор теперь всегда запрашивает видео термообработки перед отгрузкой.
Логистика как часть технологии
Доставляли разделители в Мурманск - три паллета сломались при перегрузке в порту. Оказалось, крепежные скобы поставили с шагом 80 см вместо 50. Теперь в Бесман разработали многослойную систему фиксации: сначала стрейч-пленка, потом уголки из ПВХ, и только затем деревянная обрешетка.
Зимой добавили мешки с силикагелем внутри упаковки. Влажность на складах - отдельная головная боль. Один раз получили рекламацию из Хабаровска: разделители покрылись рыжими пятнами. Выяснилось, что их хранили в одном ангаре с удобрениями.
Сейчас для северных регионов используем вакуумную упаковку. Дороже, но исключает коррозию при морских перевозках. Кстати, это решение подсмотрели у корейских коллег - они первыми стали применять антиконденсатные мембраны.
Подробнее про контроль качества
Наш стандарт - три этапа проверки: ультразвуковой контроль сварных швов, тест на износ абразивными дисками и обязательная примерка на раму экскаватора. Последнее многие пропускают, а зря. В прошлом месяце вернули партию из Казани - монтажные отверстия не совпали всего на 2 мм.
Особенно строго проверяем зону возства крепления гидроцилиндра. Там где тонко - там и рвется. Для моделей с усиленной конструкцией (например BZ-305) дополнительно проводим циклические испытания - 5000 циклов 'включение-выключение' под нагрузкой.
Заметил интересную закономерность: российские производители чаще экономят на защитных покрытиях, чем на основном металле. Предлагали одному заводу перейти на полиуретановое напыление вместо порошковой краски - отказались, мол 'и так покупают'. Через полгода их разделители в Краснодаре облезли после двух недель работы.
Про специфику работы с разными типами грунта
Для песчаных грунтов вообще не нужны зубья - они только создают дополнительное сопротивление. Лучше делать сплошную режущую кромку с антиадгезионным покрытием. А вот для глины без зубьев не обойтись - но их конфигурация должна быть 'елочкой', иначе масса налипает мертвым грузом.
Самые сложные случаи - мерзлота пополам с каменистыми включениями. Тут стандартные решения не работают. Приходится комбинировать твердосплавные напайки на режущей кромке с амортизирующими прокладками в конструкции. Кстати, именно для таких условий Бесман разрабатывал модель BZ-410 с демпфирующими вставками.
Запомнился случай на стройке в Якутии: привезли разделители для мерзлого грунта, а они не работают. Оказалось, грунт был не просто мерзлый, а с прослойками льда. Пришлось экстренно дорабатывать геометрию зубьев прямо на месте - увеличили угол атаки до 50 градусов.
Экономика против надежности
Часто сталкиваюсь с тем, что заказчики выбирают по цене за килограмм. А потом удивляются, почему дешевый разделитель весит меньше - оказывается, производитель сэкономил на толщине боковых пластин. Стандарт - 16-20 мм, а они поставили 12. Результат - деформация при первом же серьезном нагрузке.
В Бесман при подборе всегда рассчитываем стоимость не за тонну металла, а за моточас работы. Иногда дорогая модель в итоге выходит дешевле - потому что не требует замены через полгода. Особенно это важно для арендных компаний, где простой техники стоит дороже самого оборудования.
Сейчас вижу тенденцию: крупные стройки переходят на разделители кастомизированные под конкретный проект. Недавно для моста через Обь делали партию с удлиненными крепежными проушинами - пришлось переделывать всю оснастку, но зато монтаж занял вместо шести часов всего сорок минут.
Перспективы и ограничения
Пытались внедрить лазерную резку вместо плазменной - да, точность выше, но для толщин свыше 25 мм экономически невыгодно. Оставили комбинированный подход: контур режем лазером, а монтажные отверстия - плазмой.
С аддитивными технологиями пока не сложилось. Печатали прототип на 3D-принтере из металлического порошка - прочность на уровне, но стоимость зашкаливала. Думаю, лет через пять будет доступнее.
Сейчас экспериментируем с комбинированными материалами - центральную часть делаем из высокопрочной стали, а боковины из более дешевого аналога. Первые испытания показали снижение стоимости на 15% без потери надежности. Но это пока лабораторные тесты - в полевых условиях поведение может отличаться.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты



Связанный поиск
Связанный поиск- Китай производитель гусеничный экскаватор запасные части цена
- Китайские поставщики фонарей для грузовиков
- Запасные части для самосвальных автодромов Ярославка завод
- Вибратор бетономешалки
- Китай Запасные части для экскаваторов цены
- Производители гидравлических цилиндров для грузовиков в Китае
- Китайские производители гидравлических насосов для грузовиков
- Заводы по производству двигателей и трансмиссий в Китае
- Цена грузовых резервуаров для воды в Китае
- Китайские заводы по производству редукционных клапанов для погрузчиков