


Поставщики больших рыхлителей для экскаваторов
Когда слышишь про поставщиков больших рыхлителей, многие сразу представляют гигантские каталоги и идеальные условия. На деле же — половина предложений на рынке либо не соответствует заявленным характеристикам, либо сопровождается такими условиями поставки, что проще самому в Китай поехать. Вот именно с этим столкнулись мы три года назад, когда искали замену изношенному оборудованию для карьера в Сибири.
Ключевые параметры при выборе
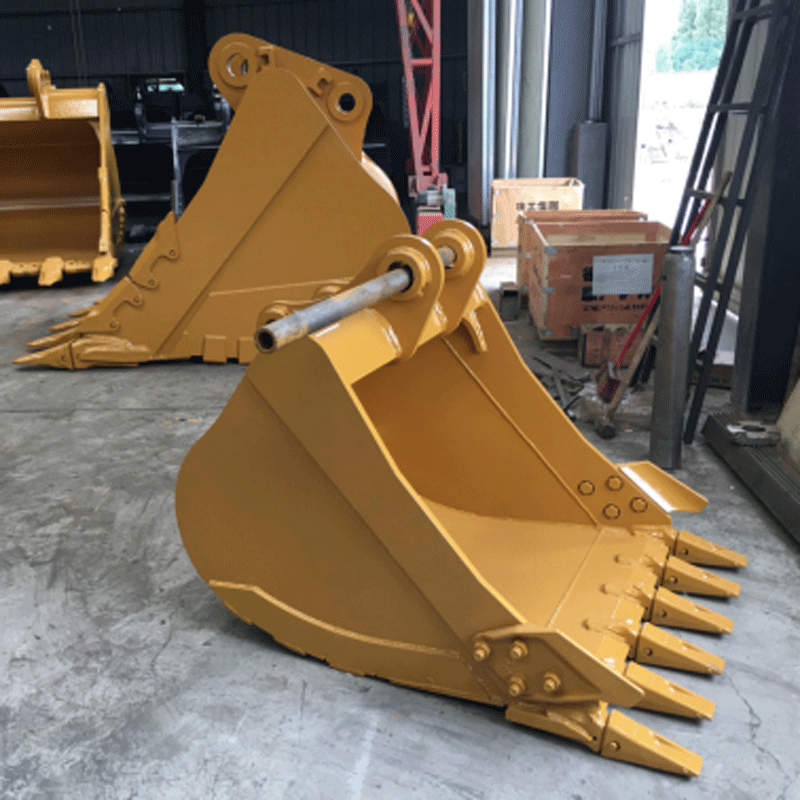
Сначала думали, главное — цена и сроки. Оказалось, критично проверить большие рыхлители на соответствие весу экскаватора. У нас был случай, когда поставили модель под 45-тонный Hitachi, а зуб не держал скальную породу — пришлось переделывать крепление. Мелочь? Нет, неделя простоя.
Толщина стали в 75-80 мм — не просто цифра. Проверяли ультразвуком у одного поставщика — обещали 80, а по факту 68. Для известняка ещё сойдёт, но на граните такие рыхлители гнутся как пластилин. Сейчас всегда требуем протоколы испытаний, даже если это удлиняет процесс на 2-3 недели.
Геометрия зуба — отдельная история. Стандартные модели плохо работают при -40°C, металл становится хрупким. Пришлось заказывать кастомный вариант с усиленным носком, хотя изначально менеджер уверял, что 'все так работают'.
Логистические нюансы
Доставка — это отдельный квест. Морем из Китая в Находку выходит дешевле, но теряешь 45-60 дней. Железной дорогой быстрее, но таможенное оформление в Забайкальске может затянуться из-за несоответствия сертификатов. Один раз чуть не попали на штраф — в инвойсе указали 'запчасти', а не 'оборудование для горных работ'.
Сборные грузы — зло. Вроде экономно, но когда твой рыхлитель едет в одном контейнере с текстилем, а тот задерживается на таможне — все сроки рушатся. Теперь только FCA-условия, чтобы контролировать каждый этап.
Зимой добавляется проблема обледенения контейнеров. В прошлом году получили оборудование с микротрещинами — видимо, где-то били молотком, чтобы раскупорить. Пришлось делать внеплановый ремонт перед установкой.
Финансовые ловушки
Предоплата 30% — стандарт, но некоторые просят 50%. Соглашаться нельзя никогда: был случай, когда после 50% предоплаты поставщик исчез на 2 месяца, ссылаясь на 'проблемы с производством'. В итоге оборудование пришло с опозданием на 73 дня, пришлось платить неустойку заказчику.
Скрытые costs — отдельная тема. Вроде бы договорились на $12,500 за единицу, а в итоге добавились: сертификация ($800), упаковка для морской перевозки ($350), банковские комиссии ($270). Теперь всегда просим финальный инвойс с разбивкой всех расходов.
Курсовые колебания убивают маржу. В прошлом квартале потеряли $1,200 на разнице курса юаня — пока ждали производства (45 дней), курс изменился. Теперь фиксируем курс в контракте, даже если поставщики против.
Опыт работы с Xuzhou Bestman Trading
С Xuzhou Bestman Trading Co., Ltd. столкнулись случайно — искали альтернативу нашим постоянным партнёрам. На сайте https://www.bizmantrade.ru сразу обратил внимание, что у них есть раздел с технической документацией — не просто картинки, а реальные чертежи с допусками.
Порадовало, что в Бесман не стали обещать невозможное. Чётко сказали: для нашего Hitachi EX5600 нужна кастомная разработка, срок — 90 дней. Другие поставщики клялись сделать за 45, но потом выяснялось, что просто модифицируют стандартную модель.
Прислали инженера на объект — тот замерял нагрузки, посмотрел условия работы. Предложили усилить конструкцию в местах, где мы сами не видели проблем. После полугода эксплуатации — только 15% износа против обычных 40% у предыдущих поставщиков.
Технические инсайты
Термообработка зубьев — то, на чем экономят 80% поставщиков. Норма — закалка до 42-45 HRC, но многие останавливаются на 38. Разница в цене 15%, а в ресурсе — 2.5 раза. У Бесман в спецификации прямо указали 43-45 HRC с пробой из каждой партии.
Система крепления — вечная головная боль. Европейские экскаваторы требуют адаптеров, японские — своих решений. Сейчас на складе держим 4 типа переходников, хотя изначально считали это излишним. Один простой экскаватора в карьере стоит дороже, чем все эти запчасти вместе взятые.
Антикоррозийное покрытие — многие пренебрегают, а зря. После 3 месяцев хранения на открытом воздухе даже качественная сталь начинает портиться. В Xuzhou Bestman используют многослойное покрытие — дополнительно $120 за единицу, но экономит на замене раньше срока.
Рекомендации по контролю качества
Обязательно личное присутствие при тестовых испытаниях. Мы сейчас всегда летаем на завод-изготовитель, смотрим на тесты под нагрузкой. Один раз отменили заказ после того, как увидели трещину в зоне сварки — поставщик предлагал 'усилить на месте', но мы отказались.
Контрольные замеры после доставки — не доверяем сертификатам. Своим штангенциркулем проверяем толщину стали в 5 точках, ультразвуковым дефектоскопом — качество сварных швов. В 30% случаев находим отклонения, но у серьёзных поставщиков типа Бесман — обычно в пределах допусков.
Ведём журнал отказов — фиксируем, какая модель сколько проработала, в каких условиях. После 2 лет сбора данных стало ясно: кастомные решения хоть и дороже на 25-30%, но окупаются за счёт увеличенного ресурса. Особенно для больших рыхлителей на тяжёлых грунтах.
Выводы для практиков
Идеальных поставщиков нет — есть адекватные профессионалы. Главное, чтобы они не бросались пустыми обещаниями, а честно говорили о limitations. Сейчас из 10 потенциальных партнёров только 2-3 действительно понимают специфику работы в российских условиях.
Долгосрочные контракты выгоднее разовых поставок. После того как начали работать с Xuzhou Bestman Trading по годовому agreement, получили скидку 12% и приоритетное производство. Важно: скидка действует только при соблюдении графика платежей — никаких задержек.
Не стоит экономить на мелочах. Дополнительная $1,000 за улучшенную обработку или $500 за антикоррозийную защиту могут спасти от $15,000 убытков из-за простоя техники. Особенно когда речь о больших рыхлителях для карьерных экскаваторов — здесь каждая деталь работает на износ.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты


Связанный поиск
Связанный поиск- Цена гидравлической трубы для бетономешалки в Китае
- Поставщики фильтров для грузовых автомобилей из Китая
- Завод редукционных клапанов
- Поставщики рыхлителей грунта для экскаваторов цена
- Поставщики запасных частей для экскаваторов Hyundai в Китае
- Заводы радиовещания в Китае
- Китайские поставщики антивибрационных плит
- Производители гидравлических линий в Китае
- Производители ограничитель бункера бетоносмесителя в Китае
- Уплотнительное кольцо